ENVIRONMENTAL SCIENCES & PRACTICEShttp://mlsjournals.com/ |

|
(2024) Environmental Sciences & Practices, 2(2), 89-103.
REDUCCIÓN DEL COSTO ENERGÉTICO Y DEL IMPACTO MEDIOAMBIENTAL EN EL PROCESO DE AÑEJADO ARTIFICIAL DEL ARROZ A PARTIR DE ENERGÍA SOLAR TÉRMICA EN LA EMPRESA RICE MOLICAS S.A.C.
Urpi Castillo
Medio ambiente (Perú)
urpicastilloucm@gmail.com · https://orcid.org/0000-0002-5086-3555
Angie Vilcherres Martinez
Medio ambiente (Perú)
20171690@aloe.ulima.edu.pe · https://orcid.org/0000-0002-9546-3838
Resumen: Durante los últimos 20 años la producción peruana de arroz se ha incrementado un 2.8% anualmente, aumentando así la cantidad de molinos arroceros y su consumo energético, generado mayormente por combustibles fósiles. Estudios demostraron que los procesos de añejado artificial y pulido demandan más electricidad. Por esto, el objetivo de este estudio fue demostrar el ahorro monetario del consumo eléctrico y la disminución del impacto ambiental en el añejado artificial del arroz al desarrollar una propuesta basada en la energía solar térmica en el caso de la empresa Rice Molicas S.A.C. Primero, se estudió la situación actual de la empresa mediante su consumo eléctrico monetizado en soles, y la huella de carbono en base a un lote de producción calculados mediante el uso de un multímetro, el precio unitario del kWh y utilizando el factor de conversión del SEIN. Luego, se determinó los materiales y equipos para el diseño de la propuesta donde se consultó con los artículos referenciados y fueron evaluados con las fichas de especificaciones técnicas. Después, se simuló la propuesta en el software CHEMCAD versión 1.7.5. Finalmente, se validó el diseño con un físico y la simulación con un ingeniero metalurgista. Como resultado, se obtuvo un ahorro de 12.11 s//ton del consumo eléctrico y una reducción de 0.03651 tonCO2eq de la huella de carbono. Este estudio contribuye a la difusión del uso de recursos medioambientales, cabe resaltar que no se optó por la implementación ni la monetización de la propuesta, y es posible elaborar diseños más eficientes.
Palabras clave: energía solar térmica, alternativas de energía, granos de arroz, añejado, energías renovables.
Reduction of the energy cost and environmental impact in the process of artificial aging of rice from solar thermal energy in the company Rice Molicas S.A.C.
Abstract: During the last 20 years, Peruvian rice production has increased by 2.8% annually, increasing the number of rice mills and their energy consumption, generated mostly by fossil fuels. Studies have shown that artificial aging and polishing processes require more electricity. Therefore, the objective of this study was to demonstrate the monetary savings in electricity consumption and the reduction of environmental impact in the artificial aging of rice by developing a proposal based on solar thermal energy in the case of the company Rice Molicas S.A.C. First, the company's current situation was studied through its electricity consumption monetized in soles, and the carbon footprint based on a production batch calculated using a multimeter, the unit price per kWh and using the SEIN conversion factor. Then, the materials and equipment for the design of the proposal were determined, where the referenced articles were consulted and evaluated with the technical specification sheets. The proposal was then simulated in CHEMCAD software version 1.7.5. Finally, the design was validated with a physicist and the simulation with a metallurgical engineer. As a result, savings of 12.11 s/ton of electricity consumption and a reduction of 0.03651 tonCO2eq of the carbon footprint were obtained. This study contributes to the dissemination of the use of environmental resources, it should be noted that the proposal was not chosen for implementation or monetization, and it is possible to develop more efficient designs.
Keywords: solar thermal energy, energy alternatives, rice grains, aged, renewable energy.
Introducción
En todos los países es responsabilidad de las autoridades el velar por la protección de los componentes ambientales, incluyendo la flora, fauna y los recursos naturales, ya que, en base a ellos se producen diversos bienes que impulsan la economía nacional, generando puestos de trabajo y la circulación de la moneda. En el Perú, la producción de arroz se ha incrementado en un promedio de 2.8% anual durante los últimos 20 años (Ministerio de Agricultura y Riego [Midagri], 2020) lo que ha llevado a un aumento en el número de molinos arroceros de forma sustancial. Dichos molinos, en su mayoría, consumen energía eléctrica y combustibles fósiles para operar. Esto da como resultado una emisión de gases nocivos para el medio ambiente que se añaden a la contaminación ya existente desde la siembra del arroz. Y si bien existen mecanismos, tanto preventivos como controladores, y múltiples compendios legislativos a fin de evitar vulneración al sistema ecológico, muchas veces son incumplidos, ya sea por omisión o negligencia.
De acuerdo con Ferre (2010), la Organización de las Naciones Unidas confirmó que el arroz es considerado como el segundo cereal más producido en el mundo. Dentro del sector agrícola, el arroz es culpable del 4.19% de gases de efecto invernadero (GEI) en el Perú. Los procesos de mayor consumo energético en esta industria lo conforman el añejamiento artificial y el pulido o blanqueado. El añejamiento del arroz consta en provocar cambios irreversibles en las propiedades fisicoquímicas, sensoriales, de cocción y textura que dependen del tiempo y la temperatura (Saikrishna et al., 2018). Estos cambios en su mayoría son beneficiosos, ya que le brindan el valor agregado deseado o preferido por los consumidores.
Debido a las mejoras industriales el añejamiento ha pasado de ser un proceso natural a uno artificial donde el consumo de energías fósiles es mayor. Por esta razón, muchas empresas han optado por el uso de energías limpias como es el caso de la energía solar térmica que busca la concentración de calor generado por el sol para ser transferido a algún material como un fluido y poder utilizarlo como calefacción para este proceso (Carbonell, 2021).
La pregunta para esta investigación será la siguiente: ¿En qué medida una propuesta de uso de energía solar térmica es capaz de reducir los costos energéticos disminuyendo el impacto ambiental negativo para el proceso de añejado artificial del arroz en la empresa Rice Molicas S.A.C.?
Asimismo, el objetivo es demostrar el ahorro en costos del consumo eléctrico y la disminución del impacto ambiental en el añejado artificial del arroz al desarrollar una propuesta basada en la energía solar térmica.
Justificación del estudio
Teórico: Según Ekasilp y Soponronnarit (1995) el consumo total de energía eléctrica en un molino es aproximadamente de 190 MJ (megajoules) por tonelada arroz con cáscara. Sin embargo, la optimización de un sistema de cogeneración puede ayudar a reducir el exceso de vapor generado durante el proceso productivo del arroz, sobre todo en las etapas de remojo y secado de los granos. Los mencionados granos deben llegar a un contenido de humedad entre 12% y 14% para evitar actividad microbiológica y minimizar las pérdidas de calidad al almacenarlos; ya que existe un gran riesgo al utilizar los métodos naturales de secado provocado por los cambios climáticos repentinos (Salvatierra-Rojas et al., 2017). Para calcular el porcentaje de humedad, Burbano (2005) afirma que actualmente se puede estimar mediante el estudio de las propiedades térmicas de los granos; siendo una de ellas la entalpía o calor latente de vaporización. Esta propiedad determina la cantidad de calor requerido para evaporar cierto volumen de agua en el producto.
Metodológica: Existen diferentes formas de aprovechamiento de energía solar térmica, por ejemplo, la obtención de agua caliente mediante un termosifón, la calefacción o aire caliente y la generación de electricidad usando una instalación termosolar (Carbonell, 2021). También, Vijayaraju y Bakthavatsalam (2020) comentan que para el calentamiento del aire hay dos maneras de adquirirlo, una es mediante una convección natural, en donde el flujo del aire entra de forma natural a través de conductores térmicos y la otra es por convección forzada en donde el aire entra a través de un ventilador y se calienta por un colector solar. Por otro lado, Lovegrove y Dennis (2006) aconsejan usar un método de concentración de la radicación en una superficie absorbente y, como resultado, disminuye las pérdidas térmicas. Esto es mediante un concentrador de Fresnel lineal consistiendo en adaptar absorbedores lineales y largas tiras de espejo que se ajustan a la radiación solar directa sobre una superficie elevada. Este método puede aprovechar las propiedades matemáticas de una parábola.
Ambiental:De acuerdo con Burbano (2005), existe una gran variedad de productos agrícolas que pueden emplear el uso de la energía solar térmica, pero solo se analizarán aquellos que generen un mayor impacto o tengan una diversificación a nivel nacional. Debido a esto, Goyal et al. (2014) mencionan que la industria del arroz es considerada como una de las industrias de mayor consumo energético haciendo que la utilización de las energías renovables sea una tarea desafiante; sin embargo, ese ahorro de energía conduciría a la reducción de combustibles fósiles y electricidad contaminante. Asimismo, Vijayaraju y Bakthavatsalam (2020) comprobaron que cada unidad de procesamiento de arroz representa entre el 5% y 10% de las emisiones globales de metano. Por ende, recomiendan utilizar un sistema térmico que utilice energías renovables para ser usados en todos los requisitos energéticos en la industria arrocera y así aprovechar al máximo el calor del sistema.
En base a lo explicado anteriormente, el objetivo de esta investigación fue describir y validar una propuesta de uso de la energía solar térmica más conveniente para la reducción de energías fósiles en el proceso de añejado artificial del arroz en la empresa Rice Molicas S.A.C.
Otros estudios sobre añejado de arroz
De acuerdo con el enfoque sistemático de Ekechukwu y Norton (1999) sobre el impacto económico en el uso de energías térmicas en el proceso de secado del arroz en comparación con el método tradicional, se demuestra el ahorro de costos para los granjeros en zonas rurales que no cuentan con un gran capital recurriendo a recursos como el aire o la tierra. También, un estudio en un molino de arroz ubicado en el Valle de Tambo, Arequipa, demostró un beneficio económico para los propietarios y agricultores de la zona con el rediseño de los procesos y los cambios en la tecnología y energías utilizadas al mejorar la flexibilidad y eficiencia de la producción (Najar & Alvarez, 2007).
Lee et al. (2014) utilizaron tres métodos de secado de diferentes fuentes de calor: irradiación UV, esterilización en autoclave y calefacción por convección. Todos manifestaron cambios en las propiedades físico-químicas de molienda y cocción de arroz sin mostrar una tendencia clara de acelerar el proceso de añejado. Sin embargo, Peinado et al. (2013) desarrollaron una propuesta de deshidratador con energía térmica que le brindó los resultados deseados y en menor tiempo que la deshidratación directa al sol. Asimismo, una propuesta de añejamiento mediante un microondas obtuvo resultados muy parecidos al arroz añejado natural sin utilizar energías limpias (Zhong et al., 2020).
Muchas personas creen que el nivel de calidad de un producto disminuye al pasar por procesos artificial, sin embargo, Saikrishna et al. (2018) demostraron con varios métodos de añejamiento que, aunque no se proporcione el mismo efecto que el arroz añejado naturalmente, se mejoran los parámetros de calidad al elaborarlo de manera artificial y es por eso el método de añejamiento debe ser seleccionado minuciosamente en función a los atributos deseados. Por otro lado, Jebur et al. (2019) proponen el diseño de sistemas de añejamiento que combinan el método natural y el artificial con la finalidad de aprovechar la energía solar térmica y así disminuir costos. De la misma manera, Karaca et al. (2019) mostraron los beneficios usando un sistema PV/T, que consiste en la combinación de un sistema solar térmico y un fotovoltaico, para la producción y alimentación a largo plazo de la población.
En cuanto al producto final, para asegurar la calidad y las propiedades requeridas del arroz, los investigadores Diao et al. (2019) y Mahakham et al. (2017) recomiendan el uso de agentes reductores y nanopartículas de plata para mejorar la producción de un arroz añejo de buena calidad mediante la evaluación en la germinación y metabolismo de las semillas para este proceso.
Método
Actualmente, la empresa Rice Molicas S.A.C. lleva operando tres años en la ciudad de Lambayeque, cuya ubicación se encuentra al norte del Perú, sus principales productos son el arroz descascarado, seleccionado y añejado. A continuación, se presentará el diagrama de bloques para detallar el proceso productivo del arroz en la empresa a continuación.
Figura 2. 1
Diagrama de bloques del proceso productivo
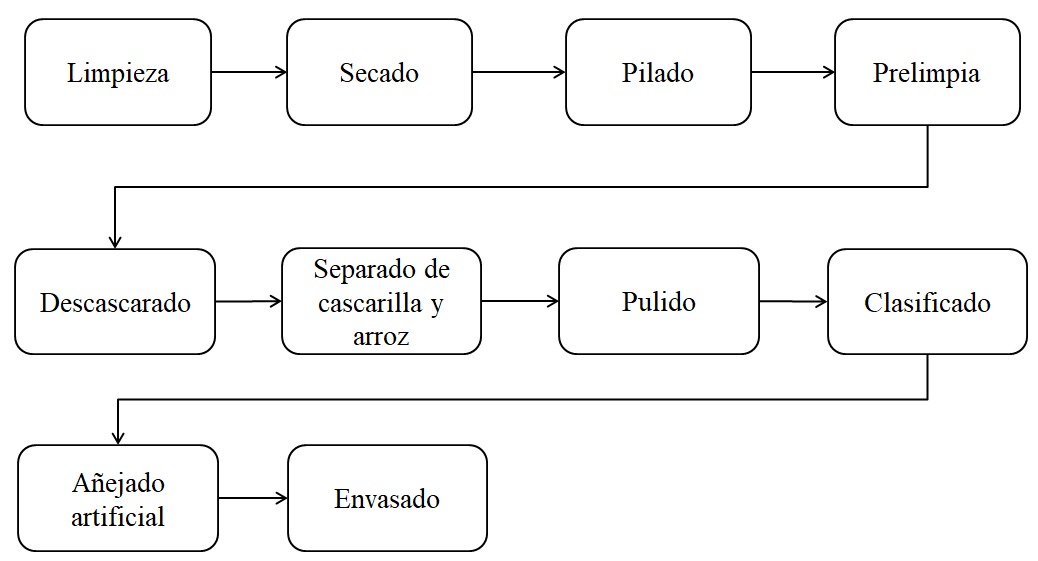
El proceso de añejado es el de mayor consumo energético por tonelada de la empresa. La herramienta utilizada para llegar a esta afirmación fue realizando un levantamiento de información en una visita a la empresa, este consistía en hacer una medición con un multímetro DT830L a un motor por cada máquina en funcionamiento para obtener su voltaje y amperaje.
Tabla 2. 1
Consumo energético por tonelada con motores
| Proceso | N° máquinas | N° motores | Voltaje (V) | Amperaje (A) |
Horas/ton |
Consumo (kWh/ton) |
| Pre-limpia | 1 | 1 | 380 | 4.2 | 0.167 | 0.262 |
| Descascarado | 1 | 2 | 380 | 4.15 | 0.25 | 0.798 |
| Separador de cascarilla y arroz. | 1 | 2 | 380 | 4.15 | 0.167 | 0.532 |
| Pulido | 4 | 1 | 380 | 5.05 | 0.333 | 2.609 |
| Clasificado | 1 | 1 | 380 | 5.3 | 0.333 | 0.671 |
| Añejado artificial | 1 | 4 | 380 | 3.75 | 0.125 | 0.713 |
Tabla 2. 2
Consumo energético por tonelada con resistencias
| Proceso | N° de resistencias | Voltaje (V) | Amperaje (A) |
Horas/ton |
Consumo (kWh/ton) |
| Añejado artificial | 18 | 380 | 5.3 | 0.125 | 4.532 |
Para obtener el consumo expresado en kWh para una hora de trabajo en una tonelada a procesar de arroz, se multiplicó el número de máquinas, el número de motores, el voltaje, el amperaje junto con las horas por tonelada y se dividió entre 1000 y, para el caso del añejado, se le agregará el consumo de las resistencias siendo el consumo total de 5.244 kWh. Esto se debe a que la máquina de añejado utiliza cuatro motores y dieciocho resistencias cuando se encuentra en funcionamiento en comparación con las demás máquinas en los otros procesos que solo cuentan con uno o dos motores y no poseen resistencias al momento de operar.
Este estudio de caso se encuentra orientado a una propuesta de mejora de tipo tecnológico con diseño experimental y un alcance descriptivo. Los instrumentos y técnicas destinados para recopilar y analizar la información en este caso de estudio serán:
Tabla 2. 3
Tabla de técnicas e instrumentos para la investigación
| Técnicas | Instrumentos |
| Análisis del proceso | Diagrama de bloques |
| Estudio de campo | Multímetro y registro de datos |
| Diseño de la mejora | Flujograma |
| Operaciones | Simulación de los procesos |
El caso por investigar es la empresa Rice Molicas S.A.C. dedicada al procesamiento de arroz partiendo desde el almacenamiento del arroz con cáscara hasta el envasado del arroz granulado listo para su cocción. Con el fin de obtener la información adecuada al utilizar las técnicas e instrumentos (Ver tabla N°1), se dimensionó el objeto de estudio en 2 campos: la gestión ambiental, el cual contendrá la información acerca del impacto energético negativo en el medio ambiente, y la energía eléctrica utilizada en el proceso, abarcando los costos de energía y la duración del proceso.
A su vez, estas variables están subdivididas en indicadores encontrándose repartidos de la siguiente manera:
Tabla 2. 4
Tabla de variables e indicadores
| Variables | Indicadores | Instrumentos |
| Impacto ambiental |
Reducción de huella de carbono (TonCO2eq). Ahorro de energía del añejado (kWh). |
Factor de conversión del CO2 en el SEIN. |
| Multímetro GOLD POWER DT830L. | ||
| Costos de energía | Variación del consumo energético del añejado (kWh /ton) y (S//ton). | Multímetro GOLD POWER DT830L. |
| Duración del proceso | Diferencia del tiempo de uso de las resistencias (h/lote). | Cronómetro Flexzion D-113. |
- Reducción de huella de carbono: Se necesitó hallar el consumo eléctrico del proceso en MWh, este se multiplicará con el factor del Sistema Eléctrico Interconectado Nacional (SEIN) igual a 0.4521 tonCO2/MWh (ver Anexo 2) para obtener el valor de tonCO2eq.
- Ahorro de energía del añejado: Se tomó el consumo de energía actual de la empresa de tal forma que después de la simulación de la mejora, se realice una diferencia de valores para demostrar el impacto negativo en comparación con la mejora medioambiental.
- Variación del consumo energético del añejado: Consistió en la diferencia del consumo energético actual con respecto al consumo energético con la mejora implementada. El consumo energético para una tonelada a procesar se obtuvo con el consumo total del proceso de añejado multiplicado por las treinta horas de trabajo de los motores y las resistencias, el resultado se expresó en kWh/ton. En el caso del costo de energía, este consistió en multiplicar el consumo energético anteriormente mencionado por la tarifa que tuvo un valor de 0.15 S//kWh, se expresó en S//ton.
- Diferencia del tiempo de uso de las resistencias: Medido por un cronómetro en las unidades de horas por cada lote que ingresa a la máquina para su procesamiento.
La información que se obtiene en esta etapa será necesaria para conocer la situación inicial de la empresa y plantear una propuesta de mejora óptima para el caso de la misma siendo validada por el gerente general. Agregando a lo anterior, el multímetro se encuentra actualmente calibrado, el cronómetro es nuevo, por lo que no se necesita calibrar y el factor de conversión del SEIN fue obtenido por información de parte del Ministerio de Economía y Finanzas (MEF). Para la elaboración de dicha propuesta, se siguieron las fases que se mencionan de forma general a continuación:
Figura 2. 2
Metodología

Se realizará una simulación a la propuesta a desarrollar con la finalidad de evitar recurrir a pérdidas económicas para la empresa y obtener datos anticipados al proceso real, siendo validada por tres especialistas del tema. Ellos estarán conformados por un físico con conocimientos en energías limpias, un ingeniero metalurgista con experiencia en operaciones y procesos unitarios, y el gerente general de la organización.
Fase 1: Situación inicial.
El añejado artificial trabaja de 28 a 30 horas por lote a procesar y pasa por cuatro cambios manuales de temperatura aumentando durante el proceso que comienza con 40 °C. El primer cambio ocurre después de las primeras 3 horas subiendo a 51 °C; el segundo cambio se da luego de 3 horas elevándose a 62 °C; el tercer cambio es 2 horas más tarde del segundo y sube a 73 °C. Para finalizar, el último cambio sucede 2 horas después del tercero ascendiendo a 83 °C. Estos cambios se dan con la finalidad de que el arroz tenga el graneado deseado.
Para obtener los datos de esta fase, se realizó una comunicación personal con el gerente general de la empresa y con el operador de la máquina de estudio durante la cual respondieron las siguientes preguntas.
Tabla 2. 5
Datos de la conversación personal
| Preguntas | Respuestas |
| ¿Cuál es la cantidad de kW que consume la máquina de añejado? |
Por motor consume 380 voltios, alrededor de 4 amperios, serian 0.15 kW. Por resistencia consume 380 voltios, cerca de 5 amperios, serian 0.19 kW. |
| ¿Cuál es la temperatura requerida en el proceso de añejado artificial para que el arroz cumpla con las cualidades necesarias? (°C) | Tiene cuatro cambios manuales de temperatura comenzando con 40 °C. Después de las primeras 3 horas sube a 51 °C; 3 horas después cambia a 62 °C; 2 horas más tarde aumenta a 73 °C. Luego de otras 2 horas sube a 83 °C. |
| ¿Cuenta con algún valor sobre el costo unitario de energía reciente? | Las tarifas que pagamos están en documento adjunto de la factura de ENSA. |
| ¿Cuánto es la duración del proceso de añejamiento? (días, horas) | Dura 30 horas el añejamiento, después se espera alrededor de 8 horas para que se enfríe el arroz. |
| ¿Cuál es la capacidad de procesamiento de la máquina de añejado? (sacos de entrada/ hora) | 175 sacos/hora. |
| ¿Cuál es el peso por cada saco de arroz procesado? | 49kg/saco. |
| ¿Cuál es el porcentaje de humedad requerida en el arroz antes y después del proceso de añejado? |
Antes: 12% - 13% Después: 8% - 9% |
Nota: F. Castillo & T. Quesada (comunicación personal, 8 de septiembre, 2021)
Los datos que se obtuvieron se encuentran en base a un lote que es equivalente a ocho toneladas basado con lo expuesto previamente en metodología.
Tabla 2. 6
Datos de la situación inicial.
| Datos | Valor |
| Huella de carbono | 0.07112 TonCO2eq |
| Energía del añejado | 1258.56 kWh/lote |
| Consumo energético del añejado | 157.32 kWh/ton |
| 23.60 soles/ton | |
| Tiempo de uso de las resistencias | 30 h/lote |
Con base en los datos obtenidos después de realizar el levantamiento de información del estado actual de la empresa, el valor inicial de la huella de carbono emitida fue de 0.07112 toneladas de dióxido de carbono equivalente por una tonelada de arroz procesado, en cuanto a la energía del añejado se tuvo una cantidad de 1258.56 kWh por cada lote de arroz a procesar, el consumo energético del añejado original fue 157.32 kWh y 23.60 soles por tonelada de arroz procesado. Por último, el tiempo de uso de las resistencias era 30 horas por lote procesado de arroz.
Fase 2: Diseño
La irradiación solar en Lambayeque es de 5.38 kWh/m2 en promedio anual, transformándose en una energía total anual de 1.96 MWh/m2, haciendo que la ciudad en la que se encuentra la empresa tenga un alto potencial solar para la generación de electricidad a partir de energías solares (Gastelo-roque et al., 2018).
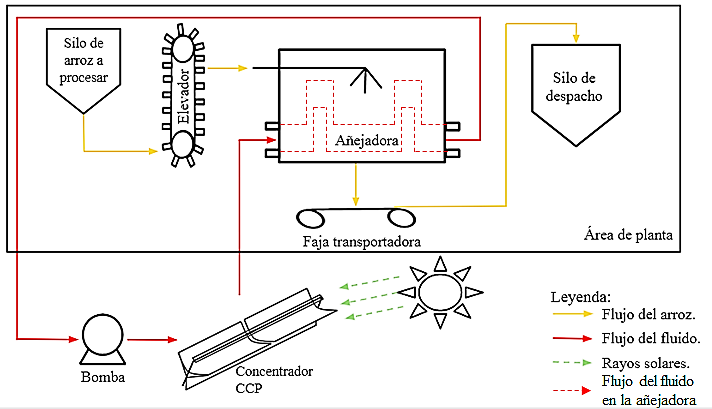
El diseño de la propuesta consistió en una bomba, dos concentradores térmicos cilíndrico-parabólicos (CCP), un tubo de acero para transportar el fluido desde la salida del concentrador hasta la entrada de la añejadora. Para el interior de la máquina, se eligió un tubo de cobre por ser mejor conductor de calor, además, se agregó un cobertor revistiendo con espuma al tubo de acero a excepción de la zona de absorción de calor (concentrador CCP), esto es para disminuir las pérdidas de calor.
Tanto en el tubo de acero como en el de cobre se transporta un fluido térmico que lleva el calor absorbido por el sol. Una vez al interior de la añejadora, el fluido libera el calor absorbido calentando el aire y este es movilizado por los ventiladores ubicados dentro de la máquina.
El flujograma del proceso con la mejora agregada se planteó de esta manera:
Figura 2. 3
Flujograma con la mejora incluida
Dimensiones de los equipos:
Tubo absorbedor de acero con recubrimiento selectivo de 0.048m de diámetro y 40m de largo.
Tubo de cristal con tratamiento anti reflexivo de 0.058m de diámetro y 10m de largo.
Tubo de cobre de 0.048m de diámetro y 10m de largo.
Concentrador solar térmico de 20m² aprox.
Sistema de seguimiento solar.
Bomba centrífuga de 1HP.
Aceite térmico (Therminol 66)
Fase 3: Simulación.
El programa utilizado en esta fase fue CHEMCAD, el cual se especializa en elaborar simulaciones de procesos químicos mostrando una visión cercana a la realidad de los equipos que se utilizan en los diversos procesos productivos. La versión que se trabajó la simulación fue la 7.1.5, para obtenerlo, primero se dirigió a la página Chemstations, se seleccionó esta versión y, finalmente, se procedió a su respectiva descarga. Cabe resaltar que este diseño puede ser admitido para cualquier versión del software y se recomienda crear una carpeta aparte antes de descargar el programa. Asimismo, los requisitos que se utilizaron en este programa fueron:
Bomba: Se necesitó una presión de salida del aceite mineral de 3.4 atm y para la eficiencia de la máquina se colocó un 80 %.
Intercambiador de calor #20: Se utilizó como reemplazo del concentrador CCP, se necesitó conocer la temperatura inicial del aceite mineral que fue 25 °C.
Intercambiador de calor # 1: En este equipo, se calentará una corriente de aire con el aceite previamente calentado en el intercambiador de calor # 20. El aire caliente entrará en contacto con el arroz dentro de la máquina de envejecimiento.
Secador de sólidos: Representó a la máquina añejadora del arroz, la temperatura final del sólido fue de 75 °C.
La gráfica que representó esta simulación fue la siguiente:
Figura 2. 4
Diagrama de la simulación
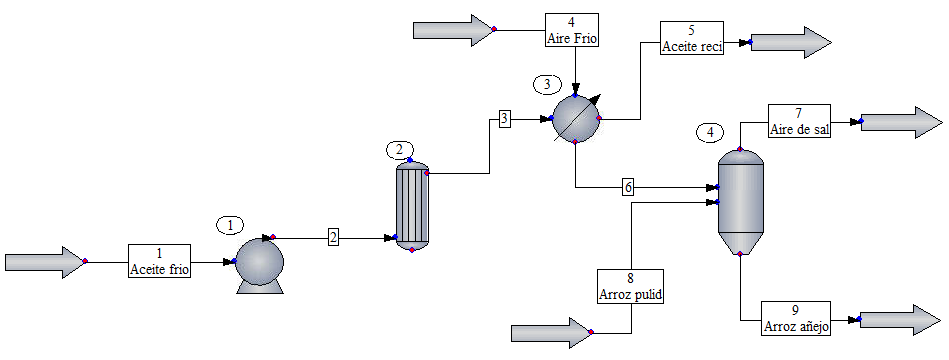
Como dato adicional se tuvo que registrar el tipo de líquido y sólido a utilizar para encontrar los datos de los componentes de cada material que va a ingresar en el proceso y obtener los resultados esperados. Para el aceite mineral, se colocó su temperatura de entrada de 25 °C y un peso de 6000 kg/h, para el arroz se utilizó la misma temperatura y su peso de 285.83 kg/h.
Resultados
Fase 4: Validación de la propuesta
El diseño fue validado por el físico Erich Saettone y la simulación ha sido validada por el ingeniero metalurgista George Power. Asimismo, los resultados que se obtuvieron una vez terminada la simulación en el programa fueron:
Figura 3. 1
Resultados obtenidos del arroz con la simulación
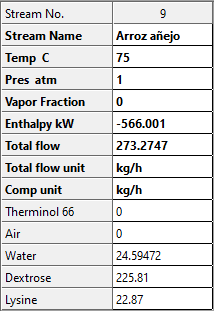
Se obtuvo como resultado que la entalpía liberada por el sistema fue de 566 kW-h dejando al arroz añejado una humedad de 9 % usando un flujo de entrada de aire de 778 kg/h con una humedad de 5% a 141 °C.
Figura 3. 2
Resultados obtenidos del aire con la simulación

Con respecto al aire de salida de la máquina de añejado, se interpreta la entalpía como la energía que se liberó una vez terminado el proceso siendo de 180.36 kW-h con una humedad de 6.5%. Para obtener los datos de la situación inicial, se utilizaron los resultados que se obtuvieron en el programa CHEMCAD y se siguieron los mismos pasos que en la fase 1.
Tabla 3. 1
Datos con la propuesta modelada
| Datos | Valor |
| Huella de carbono | 0.03464 tonCO2eq |
| Energía del añejado | 606.02 kWh/lote |
| Consumo energético del añejado | 75.75 kWh/ton |
| 11.36 soles/ton | |
| Tiempo de uso de las resistencias | 12 h/lote |
Con la mejora simulada, la nueva huella de carbono emitida fue de 0.03464 toneladas de dióxido de carbono equivalente por una tonelada de arroz procesado, con relación a la energía del añejado el cambio fue de 606.02 kWh por cada lote a procesar de arroz, en cuanto al consumo energético del añejado se obtuvieron los valores de 75.75 kWh y 11.36 soles por cada tonelada de arroz procesado. Por último, el tiempo que se utilizan las resistencias fue de 12 horas por lote procesado.
Discusión y conclusiones
Los resultados que se encontraron con la mejora implementada se compararon con los datos encontrados en la situación inicial de la empresa, esta variación se presenta de la siguiente manera:
Tabla 4. 1
Valor de los indicadores
|
Indicador |
Valor inicial (Vo) |
Valor final (Vf) |
Δ (Vo – Vf) |
| Reducción de la huella de carbono. | 0.07112 | 0.03464 | 0.03649 tonCO2eq |
| Ahorro de energía del añejado. | 1258.56 | 606.02 | 652.54 kWh/lote |
| Variación del consumo energético del añejado. | 157.32 | 75.75 | 81.57 kWh/ton |
| 23.6 | 11.36 | 12.24 soles/ton | |
| Diferencia del tiempo de uso de las resistencias. | 30 | 12 | 18 h/lote |
De acuerdo con lo que se encuentra en la variación, el indicador de reducción huella de carbono presenta una reducción del 51.3%, mientras que los indiciadores de ahorro de energía del añejado y variación del consumo energético del añejado son de 51.8%, por último, el indicador de diferencia del tiempo de uso de las resistencias fue del 60% en comparación a su situación inicial. Esto demuestra la alta probabilidad de que exista un cambio positivo a través del uso de concentradores CCP en el proceso de añejado de la empresa Rice Molicas S.A.C. sin ver afectado la calidad producto final. Por esta razón Najar y Alvarez (2007) consideran que esto permitirá el uso de recursos renovables existentes con el uso escaso de otro tipo de recursos no renovables y más contaminantes, como el gas natural utilizado en la actualidad.
En el caso del consumo energético, existen sistemas que pueden llegar a obtener hasta el 82% de su energía requerida como es el caso de Karaca et al. (2019). Por otro lado, algunos autores como Ekasilp y Soponronnarit (1995) encontraron que el proceso de pulido es el de mayor consumo energético con un 43%, mientras que para nuestra investigación este proceso llega al 27%. De igual forma, en la simulación, existe una variación en la humedad final deseada como el caso de Vijayaraju y Bakthavatsalam (2020) cuyo objetivo es tener un rango de entre 13% - 14%.
Tabla 4. 2
Identificación de las limitaciones del estudio
| Problemas / limitaciones encontradas | ¿Afectó los resultados? | Soluciones empleadas | Fortalezas | |
| 1. No se pudo implementar la propuesta de mejora. | Sí | Se recolectaron los datos necesarios para usar un software de simulación y se validó con un experto. | A pesar de que no hubo una implementación de la mejora en la empresa, se tuvo que analizar los datos obtenidos con un porcentaje de error bajo. | |
| 2. No se usa la captura de aire al calentar el proceso. | No | - | - | |
| 3. No se pudo costear los materiales necesarios del proyecto. | No | - | - | |
| 4. El proyecto está adaptado a una capacidad específica. | Sí | Se utilizaron las características técnicas de la máquina añejadora junto con el tamaño del lote a producirse. | Al trabajar con una capacidad definida de producto añejado facilita el tema de los cálculos para obtener los indicadores deseados en la investigación. | |
| 5. Considerar la intensidad de radiación solar del lugar a implementar. | Sí | Consultamos en la base de datos de la NASA para conocer la radiación histórica del lugar de Lambayeque. | El lugar donde se ubicaba la planta es de alta radiación solar, lo que nos beneficia para el diseño de la propuesta de mejora. | |
En la segunda limitación, el diseño propuesto, a diferencia de otros modelos como el descrito por Ekechukwu y Norton (1999), aplica un modelo natural de circulación del aire ya que se enfoca en el calentamiento del aceite térmico, el cual calienta el aire atrapado al interior de la máquina añejadora. En cuanto a la tercera limitación, dada las circunstancias actuales del Perú no fue posible realizar un presupuesto de los materiales necesarios para la implementación de la propuesta, cuyo caso contrario es la investigación realizada por Placco et al. (2017).
Los hallazgos manifiestan la posibilidad de generar la cuota de calor requerido por el proceso empleando recursos medioambientales para reducir el problema de los costos y el impacto ambiental negativo que genera el proceso de añejado en la empresa implementando concentradores solares térmicos. Esto beneficia a la empresa y al medio ambiente ya que el desarrollo de la energía solar térmica se ofrece como una forma adicional de reducir el costo del consumo de energía eléctrica, al ser el caso de estudio uno de los procesos con mayor demanda de energía, lo que demuestra la importancia de optar por recursos renovables y menos contaminantes para el ambiente.
En cuanto a las conclusiones, se calculó un ahorro en costos y la disminución del impacto ambiental del 51.3% mediante los indicadores al simular la propuesta de mejora. Del mismo modo, se pudo demostrar que el proceso de añejado artificial consume más energía a comparación de otros procesos productivos en la empresa. En cuanto al diseño, se dedujo que la elección de los materiales va a variar de acuerdo con los requisitos de cada tipo de máquina de añejado y las preferencias de los empresarios. Así pues, con la simulación y validación de la propuesta de mejora se llegó a la conclusión de que satisface los requisitos del añejado.
A pesar de que se demostró los beneficios de la propuesta, no se pudo implementar ni costear los materiales porque la empresa limitó el ingreso de personal debido a la coyuntura actual de la pandemia. Por otro lado, autores como Ekechukwu y Norton (1999) usaron al momento de diseñar sus propuestas el método de inducción del aire como agente térmico, sin embargo, la añejadora contaba con ventiladores internos por lo que no fue necesario dicho método. Además, el funcionamiento del concentrador CCP va a depender de la radiación solar de la zona, ya que es un factor importante para este. Teniendo en cuenta que, este enfoque puede adaptarse también a un rubro en específico y no necesariamente en un caso de estudio conllevando al calentamiento de un sistema.
Si bien el diseño de la propuesta no es un modelo fijo, las futuras investigaciones deben explorar la elaboración de nuevos diseños más prácticos y eficientes que cumplan con el mismo objetivo. Es imprescindible que se adhieran programas y procesos de uso de energía renovable, ello debido a que, con el objetivo de mermar el impacto ambiental generado, se puede impulsar un ahorro monetario a largo plazo para la empresa, siendo uno de los instrumentos aplicables la planificación ecológica, que implica la evaluación de alternativas para el uso de elementos naturales, procurando no alterar en demasía el ecosistema, y velando por su conservación.
Por último, es preciso resaltar que es necesaria la evaluación constante y periódica del impacto ambiental generado por las empresas, y así controlar y supervisar los niveles de generación de agentes contaminantes. A su vez, es de gran relevancia señalar la necesidad de impulsar la celeridad en los procesos sancionadores que sean impulsados por parte de las autoridades competentes a las empresas contaminantes infractoras de las normas ambientales, considerando que implica un posible daño irreversible para la sociedad.
Referencias
Adelaida Ferre. (2010). La paja del arroz amenaza el ecosistema - BBC News Mundo. 12 de Noviembre. https://www.bbc.com/mundo/noticias/2010/11/101112_paja_arroz_ecosistema_af
Burbano, J. C. (2005). Dialnet-DISPONIBILIDADTERMICASOLARYSUAPLICACIONENELSECADOD-4838419. 27, 127–132.
Diao, M., Guo, Y., Tian, W., Tu, K., Guan, L., & Wei, M. (2019). Restoring fresh texture in cooked aged rice with reducing agents. Food Research International, 121(8), 84–90. https://doi.org/10.1016/j.foodres.2019.03.023
Ekechukwu, O. V, & Norton, B. (1999). Review of solar-energy drying systems II: an overview of solar drying technology. Fuel and Energy Abstracts, 40(3), 216. https://doi.org/10.1016/s0140-6701(99)97881-5
Gastelo-roque, J. A., Morales-acevedo, A., & Tineo-soto, J. E. (2018). Estimación de la radiación solar diaria y ángulos de inclinación óptimos para Estimación de la radiación solar diaria y ángulos de inclinación óptimos para Lambayeque ( Perú ) utilizando el modelo de Hargreaves-Samani . Estimation of the daily global sola. 8(September).
Goyal, S. K., Jogdand, S. V., & Agrawal, A. K. (2014). Energy use pattern in rice milling industries—a critical appraisal. Journal of Food Science and Technology, 51(11), 2907–2916. https://doi.org/10.1007/s13197-012-0747-3
Jebur, H. A., Jabr, A. K., & Jassim, S. Y. (2019). Evaluation of thermal efficiency for solar energy storage of agricultural products: A review. Plant Archives, 19(1), 17–24.
Karaca, G., Dolgun, E. C., Kosan, M., & Aktas, M. (2019). Photovoltaic-Thermal solar energy system design for dairy industry. Journal of Energy Systems, 3(2), 86–95. https://doi.org/10.30521/jes.565174
Lee, Y., Mauromoustakos, A., & Wang, Y. J. (2014). Effects of heat treatments on the milling, physicochemical, and cooking properties of two long-grain rice cultivars during storage. Cereal Chemistry, 91(1), 56–64. https://doi.org/10.1094/CCHEM-02-13-0029-R
Lovegrove, K., & Dennis, M. (2006). Solar thermal energy systems in Australia. International Journal of Environmental Studies, 63(6), 791–802. https://doi.org/10.1080/00207230601047156
Mahakham, W., Sarmah, A. K., Maensiri, S., & Theerakulpisut, P. (2017). Nanopriming technology for enhancing germination and starch metabolism of aged rice seeds using phytosynthesized silver nanoparticles. Scientific Reports, 7(1), 1–21. https://doi.org/10.1038/s41598-017-08669-5
Marcos Carbonell. (2021). Instalación energía solar termica. https://www.hogarsense.es/energia-solar/instalacion-energia-solar-termica
MINAGRI. (2020). Perú: Produción, Importaciones Y Precios Del Arroz. https://cdn.www.gob.pe/uploads/document/file/1230425/nota-informativa_arroz_02.pdf
Najar, C., & Alvarez, J. (2007). Mejoras en el proceso productivo y modernización mediante sustitución y tecnologías limpias en un molino de arroz. Industrial Data, 10(1), 22–32. http://sisbib.unmsm.edu.pe/bibvirtualdata/publicaciones/indata/vol10_n1/a05.pdf
Peinado, M. J. L., Vidal, H. R., Grado, D. J. A., & Gándara, F. J. A. (2013). Deshidratación de alimentos utilizando energía solar térmica. Culcyt, 50(2), 99–107.
Placco, C., Gea, M., Echazú, R., Fernández, C., & Saravia, L. (2017). EVALUACION DE UN PROTOTIPO DE CONCENTRADOR SOLAR TÉRMICO DE REFLECTOR LINEAL FIJO. 21, 11–23.
Saikrishna, A., Dutta, S., Subramanian, V., Moses, J. A., & Anandharamakrishnan, C. (2018). Ageing of rice: A review. Journal of Cereal Science, 81, 161–170. https://doi.org/10.1016/j.jcs.2018.04.009
Salvatierra-Rojas, A., Nagle, M., Gummert, M., de Bruin, T., & Müller, J. (2017). Development of an inflatable solar dryer for improved postharvest handling of paddy rice in humid climates. International Journal of Agricultural and Biological Engineering, 10(3), 269–282. https://doi.org/10.3965/j.ijabe.20171003.2444
Vijayaraju, K., & Bakthavatsalam, A. K. (2020). Adoption of Integrated Solar System with Thermic fluid working medium for Parboiling Rice Mills in Tamilnadu. IOP Conference Series: Earth and Environmental Science, 573(1). https://doi.org/10.1088/1755-1315/573/1/012049
Wannee Ekasilp, Somchart Soponronnarit, A. T. (1995). Energy analysis in white rice and par-boiled rice mills for cogeneration in Thailand. 17(2), 83–92. http://www.rericjournal.ait.ac.th/index.php/reric/article/view/308
Zhong, Y., Xiang, X., Chen, T., Zou, P., Liu, Y., Ye, J., Luo, S., Wu, J., & Liu, C. (2020). Accelerated aging of rice by controlled microwave treatment. Food Chemistry, 323(March), 126853. https://doi.org/10.1016/j.foodchem.2020.126853